Dieses Kontaktgehäuse bestehend aus zwei Einzelteilen - Gehäuse und Retainer – wird bereits während des Spritzvorgangs im Werkzeug montiert. Das In-Mold-Montage Verfahren wird durch ein spezielles Werkzeugkonzept ermöglicht und ersetzt einen aufwändigen nachgelagerten Montageprozess. Der zusätzliche Montageschritt im Werkzeug wirkt sich kaum auf die Gesamtzykluszeit aus, da die Dauer der Montage für vier Bauteile bei etwa 0,3 Sekunden liegt. Die montierten Artikel werden direkt an der Maschine endverpackt, so dass ein zusätzliches Handling der Einzelkomponenten entfällt.
Durch die Betrachtung der kompletten Wertschöpfungskette unabhängig vom reinen Spritzguß ergeben sich oft Möglichkeiten zur Effizenzsteigerung ohne technische oder qualitative Abstriche machen zu müssen.
So vielfältig Fertigungsprozesse sein können, so vielfältig entwickeln sich auch die Anforderungen an das Montagespritzgießen - ein äußerst wirtschaftliches Verfahren, das das Umformen der Formteile mit deren Zusammenbau schon beim Spritzgießen kombiniert, wodurch drei Arbeitsschritte zu einem zusammengefasst werden. Dies minimiert sowohl den Zeitaufwand für die Fertigung als auch die Kosten für den Prozess um ein Vielfaches. Außerdem können die Lagerkosten gesenkt und der Verwaltungsaufwand sowohl für den Hersteller als auch den Auftraggeber verringert werden, da statt zwei nur noch ein Bauteil verwaltet werden muss.
Montage im Spritzgußwerkzeug und während des Spritzprozesses ersetzen bislang übliche nachgelagerte Montageprozesse.
Die Montage von Gehäusekomponenten und Retainern ist gerade im Bereich der Steckverbinder-Gehäuse ein häufig notwendiger Fertigungsschritt auf dem Weg zum fertigen Steckverbinder. Klassischerweise werden hier die Einzelkomponenten separat gefertigt und häufig an einem anderen Fertigungsstandort montiert und dann weiter verarbeitet. Entlang dieses Prozesses kommt es zu hohen Kosten, die durch eine durchdachte Verfahrenstechnik deutlich reduziert werden können. Wichtig ist hierbei ein Partner, der das Realisieren solcher Kostenpotenziale bereits von Anfang an in Betracht zieht und über ausreichend Expertise in den Bereichen Werkzeugbau und Spritzgußfertigung verfügt.
In den realisierten Kundenprojekten konnten die Investitionskosten um bis zu 30% gegenüber der ursprünglichen Projektplanung reduziert werden. Bei den laufenden Betriebskosten konnten sogar bis zu 40% eingespart werden, da sowohl der Kapazitätsbedarf von Spritzgußmaschinen halbiert wurde und auch die Notwendigkeit von zusätzlicher Montageanlage entfiel.
In-Mold Montage für Automotiveanwendung
In der ursprünglichen Kundenanfrage dieses Artikels war die Investition in zwei Spritzgußwerkzeuge vorgesehen. Für den zehnpoligen MCP Stecker aus PA 66 mit dreizehnprozentigem Glasfaseranteil sollte sowohl das Gehäuse als auch der Retainer aus einem separaten Spritzgusswerkzeug gefertigt werden. Die Montage der gefertigten Komponenten sollte zunächst manuell und bei steigender Nachfrage mit Hilfe einer Montageanlage erfolgen.
Bereits in der ersten Entwurfsphase entstand die Idee zur Umsetzung einer Montage im Spritzgußwerkzeug. Es entstand das Konzept für ein Werkzeug mit 4+4 Kavitäten aus dem zeitgleich sowohl das Gehäuse als auch der Retainern gefertigt werden können und diese bereits während des Spritzprozesses montiert werden.
Durch die Montage im Werkzeug konnte eine Herausforderung des Montageprozesses sehr einfach gelöst werden. Üblicherweise ist es für die genaue Positionierung der Montagekomponenten zueinander notwendig, diese über Rütteltöpfe, Förderbänder und Schienen auszurichten. Da bereits bei der Entwicklung des Werkzeugkonzeptes auf den späteren Montageprozess eingegangen wurde, konnte die Ausrichtung der beiden Spritzgußteile ideal aufeinander abgestimmt werden.
Eine Problematik im Spritzprozess waren die unterschiedlichen Teilegewichte der beiden Artikel. Um diese Unterschiede auszugleichen war es notwendig mit dem Heißkanalhersteller eine Sonderanfertigung zu entwickeln um die korrekte Ausbalancierung sicherzustellen. Die Qualität des Spritzprozesses wird unter anderem durch Innendrucksensoren überwacht.
Durch die Umsetzung des In-Mold-Montagekonzepts konnten die Kosten des gesamten Projekts deutlich reduzieren und das mit nur einer unwesentlichen Verschlechterung der Zykluszeit. Bei den Investitionskosten konnten Einsparungen realisiert werden, da statt zwei Spritzgußwerkzeugen nur ein Werkzeug beauftragt werden musste und die Montage im Werkzeug machte den Kauf eines speziellen Montageautomaten überflüssig. Im laufenden Prozess entfielen der komplette Transport und die separate Montage der Einzelteile.
Simultane Montage während der Fertigung für Steckverbinder im Maschinenbau
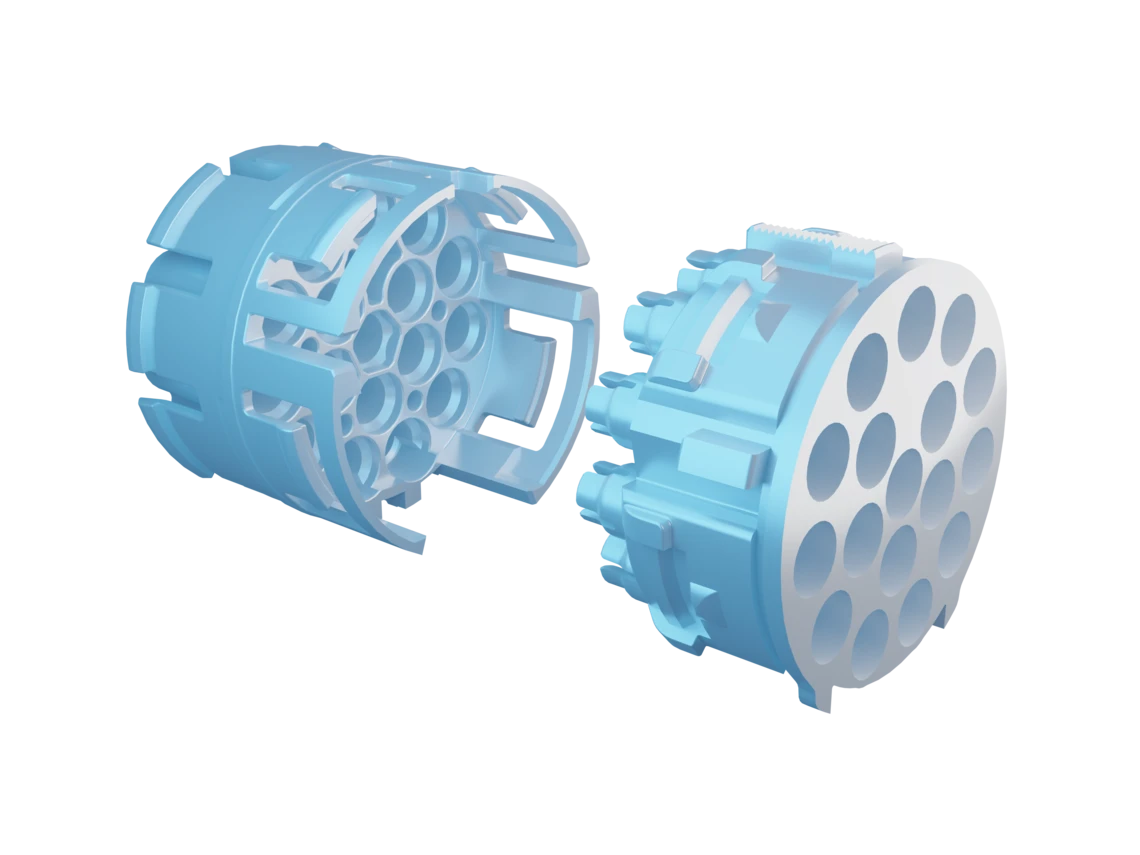
Für einen weiteren Kunden konnte die Montage eines Rundsteckverbinders mit dem gleichen systemischen Ansatz optimiert werden, wobei hierbei eine andere Technologie genutzt werden musste.
Der Rundstecker aus einem PBT mit V0 Flammschutz wird im Anschluss an die Montage laserbeschriftet, mit Kontakten bestückt und findet im Anschluss seinen Einsatz im Maschinenbau.
Das zugehörige Werkzeug wurde als 4+4-fach Werkzeug realisiert und die beiden Bauteilhälften werden an der Spritzgußmaschine automatisch montiert und nach Kavitäten sortiert und verpackt. Aufgrund der filigranen Artikelgeometrie im Steckgesicht konnte hier eine In-Mold-Montage nicht realisiert werden. Stattdessen wird hier ein spezieller Entnahmegreifer genutzt um Ober- und Unterteil direkt an der Maschine zu montieren.
Unsere Leistungen im Projekt
Konzeptentwicklung zur einstufigen Fertigung inklusive der jeweiligen Montageprozesse
Erstellung der Werkzeugkonzepte
Werkzeugbau
Erstellung des Automatisierungskonzepts inklusive Peripheriedesign
Spritzgußfertigung in Serie
Wir stellen auf der moulding expo aus. Sie möchten uns dort treffen?
Gerne können wir auch während der Messe noch kurzfristig Termine vereinbaren.